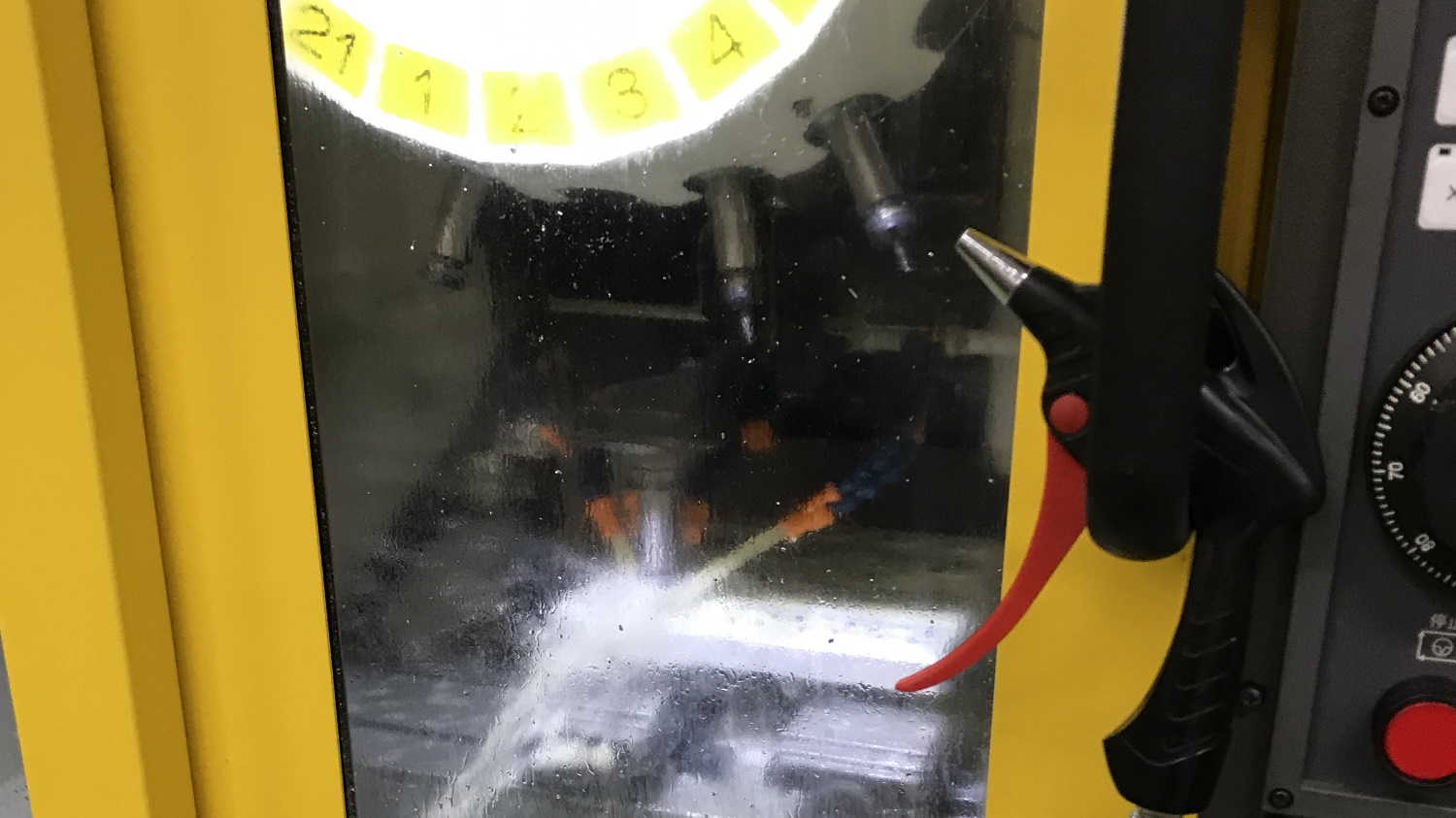
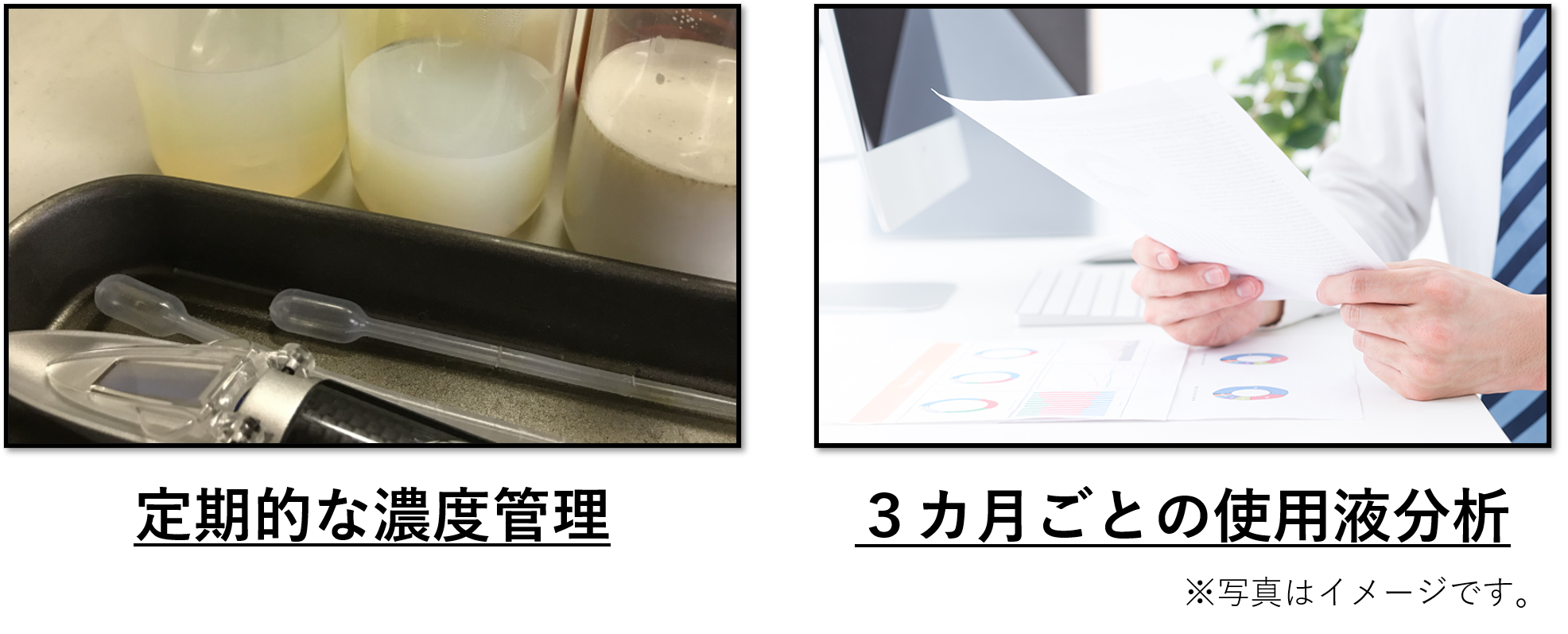
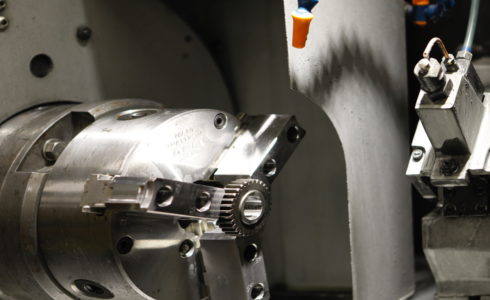
腐敗、臭気 水溶性切削油の腐敗・においを防止し、交換コストをゼロにした事例 導入前の課題:水溶性切削油が半年たたずに腐敗し、作業環境の悪化と製品の錆トラブルが頻発 導入後の効果:切削油が腐敗しなくなり、作業環境の改善、錆トラブルの防止、コストダウンを実現 お困りごと(導入背景) 長野県の鋳物加工業者様からご依頼いただきました。 こちらの企業様は、従来いろいろな水溶性切削油を使用してきましたが、どれも半年たたずに腐敗し、現場は常に腐敗臭が漂っており、作業環境は決して良いと言える状態ではありませんでした。そのため、年間2回は機械の稼働を停止し、多額の費用をかけ、おおがかりな切削油の入れ替え作業をせざるを得ない状況でした。 また、腐敗することによって、切削油の性能が落ちて、加工した製品に錆が発生していました。お客様は鋳物を加工している以上仕方がないと半ば諦めている様子でした。 提案内容 使用中の切削油はエマルジョン(乳白色)タイプで、鋳物加工の場合で特にべたつきやすく、そのべたつきが機械のタンク内や加工室の壁面に付着して、バクテリアが繁殖し、腐敗の原因となっていることが見えてきました。そのため、鋳物加工用に開発された “マイクロエマルジョン”タイプの切削油を使用することを提案しました。切削油の特長としては、耐腐敗性と錆止め性に優れ、高い洗浄性能も兼ね備えています。ここでのポイントは、加工内容に合った適切な油剤選定をすることでした。 日頃の油剤管理について担当者にお伺いしたところ、機械のオペレーター任せで、タンク内濃度および補給濃度も全く管理されていないことがわかりました。そこで、定期的な切削油の濃度管理を実施することにしました。 弊社提案品を実際に使用していただく中で、3カ月に1回の使用液分析を実施し、その結果を報告した上で、切削油をロングライフ化させるための改善策のご提案、また必要に応じて適切な添加剤の投与といった対応をさせていただきました。 導入後の効果 加工内容に合った適切な油剤選定と、油剤管理のサポートをさせていただいたことで、以前は水溶性切削油が入れ替えから半年で腐敗していましたが、5年間を経過しても腐敗せず、無交換のままです。そのため、現場の腐敗臭がなくなり、クリーンな作業環境となりました。さらに、機械内外のべたつきも出なくなり、錆の発生トラブルも改善しました。 結果的に、1年間でオイル交換にかかっていた費用のうち、 ・排出される水溶性廃液の処理費用3,000L×40円×2回=24万円 ・新たに投入する原液600Lの購入費用、希釈水6,000Lにかかる水道代 ・作業者の人件費など が削減でき、年間で約90万円の経費削減を実現できました。 お気軽にお問い合わせください。 潤滑油、切削油などの提供から廃液の回収やリサイクルにいたるまで、 工業用油剤に関するお困りごとは長岡石油までご相談ください。 お問い合わせはこちら 作業環境の改善と同時に、洗浄剤の交換費用ゼロを実現し... 浮上油回収装置の導入により、クーラントの交換費用を5...