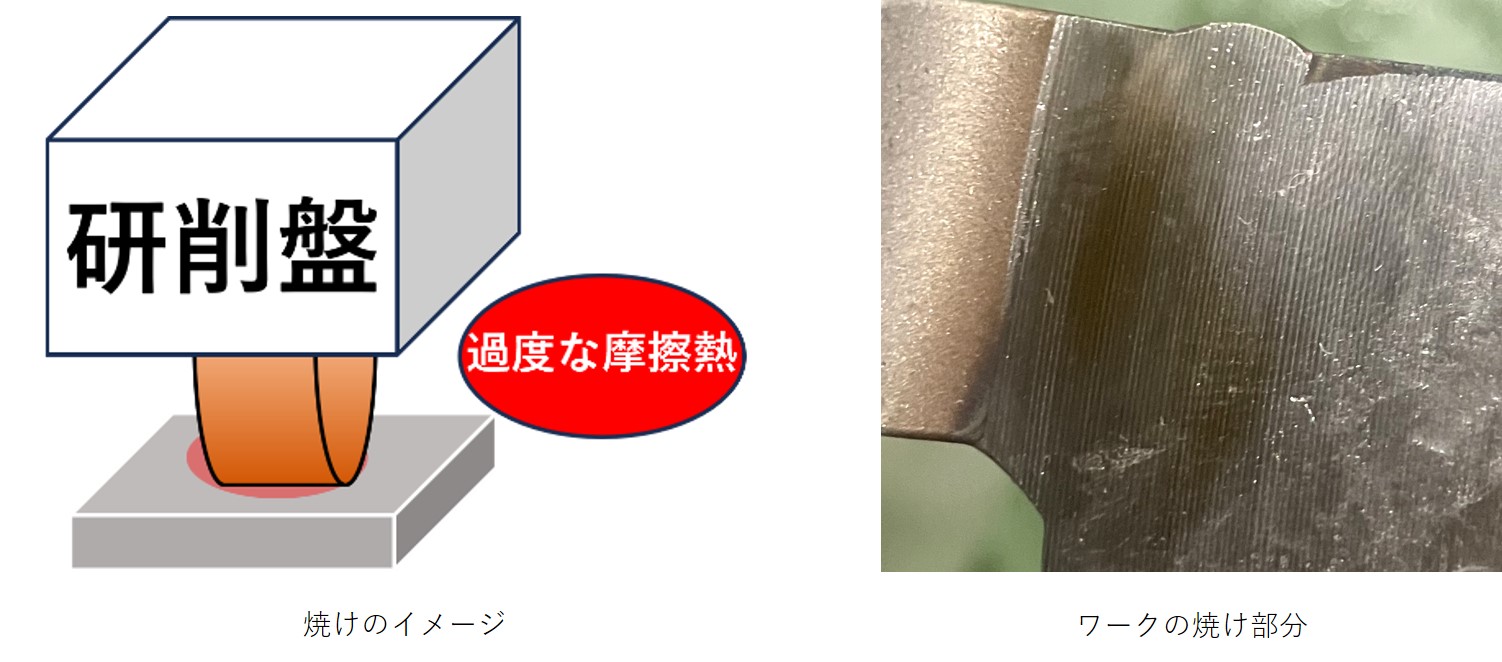
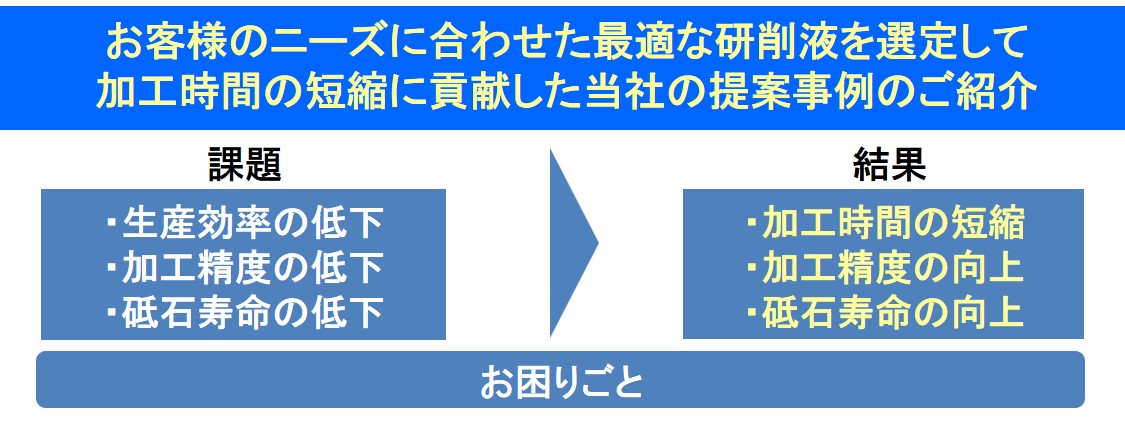
ニュースレター 【工業用潤滑油のお困りごと解決News】研削加工の焼けトラブル対策(2024年9月号) 2024.09.13 ✅ 加工した製品の表面が変色… ✅ 加工した製品に割れが発生… ✅ 後工程で塗装やメッキがのらない… ✅ 製品の面精度を改善したい… ✅ 送り速度を上げて加工時間を短縮したい… 研削加工の際に、回転砥石の目詰まりなどが原因で、砥石とワーク(加工の対象となる材料)の間に生じる摩擦が増加し、ワークの表面に変色や変質が生じる現象です。焼けは製品の外観を変化させるだけでなく、性能や品質に様々な悪影響を及ぼします。 ≪ 研削焼けには様々な原因が考えられます ≫ 潤滑過多で砥粒が滑る 研削液の冷却性能不足 鉄粉や他油の混入 砥石の目詰まり、目潰れ 研削液の供給量不足 砥石の回転数、送り速度等 長岡石油では、現状の確認から対策できる研削液のご提案、使用後のアフターフォローまでおこなっております!詳しくは裏面の事例をご覧ください! 量産平面研削加工をおこなっている企業様で、残業時間削減の一環として研削盤の切り込み量を増やすことで加工時間を短縮できないか模索していました。 切り込み量を増やすと、砥石の摩耗量も増えてしまう可能性があることから、従来使用していた研削液を他社の高潤滑タイプに変更してトライアルを実施しましたが、ワークに焼けが生じ、面精度も下がってしまったため、他に手段は無いかと弊社にご相談をいただきました。 加工条件や製品の状態を確認したところ、高潤滑タイプの研削液を使用したことで砥粒がワークに喰いつかずに滑り過ぎてしまい、焼けにつながっていることが見えてきました。 その結果を踏まえて、弊社と油剤メーカーで対策を検討し、潤滑過多にならないようなタイプで、かつ高負荷においても適度な潤滑膜を維持する研削液を選定いたしました。 平面研削盤1台でトライアルを実施し、切り込み量を15μmから始めて、5μmずつ増やしながら加工の様子を確認していったところ、55μmまで増やしても焼けが発生せず、求める面精度を維持することが出来ました。 砥石寿命も従来と同等レベルを維持することができ、加工時間の短縮に成功しました。そのため、作業者の残業時間も短縮することができ、働き方改革の推進にも貢献することができました。 長岡石油は、研削液の焼け対策をはじめ、べたつき、泡立ち、錆び、手荒れ、消防法対策など 様々なお困りごと解決のお役に立てるようなご提案をしております。お気軽にご相談ください。 お気軽にお問い合わせください。 潤滑油、切削油などの提供から廃液の回収やリサイクルにいたるまで、 工業用油剤に関するお困りごとは長岡石油までご相談ください。 お問い合わせはこちら Tweet Share 【工業用潤滑油のお困りごと解決News】加工室に発生... 【工業用潤滑油のお困りごと解決News】人にやさしい...